 |







| Quantity: | |
|---|---|
Zhongke
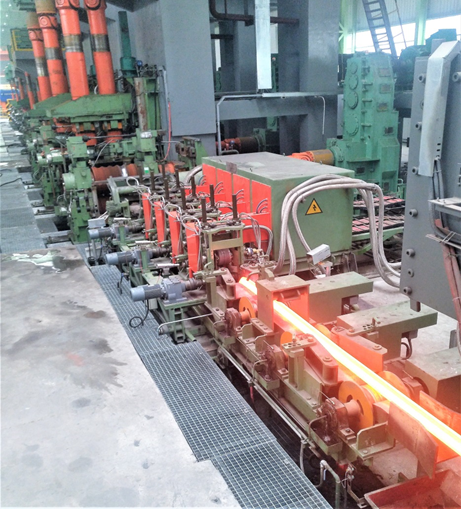
The induction heating system for continuous rolling bars is mainly used before the middle or rough rolling of billets and rounds.
Induction heating technology can be used to heat the continuous casting billet on-line. It can compensate temperature before the temperature of the continuous casting billet has been greatly reduced, decrease the temperature difference of core and surface, as well as the decrease temperature difference of first strand and the last strand, and reduce the thickness of the oxidized scale of continuous casting billet so as to meet the rolling requirements.
High temperature control accuracy: through online temperature control, the temperature
of the front, end parts, core surface can be kept consistent with that of the entire strand, so
that the soft and hard deviation of the strand is small, and the quality problems such as
cracks and inconsistence of rolling thickness can be avoided;
Energy-saving and environmental friendly technology, the energy utilization rate of induction is 70%;
Increase yield: The heating time of billet with electromagnetic induction heating can be obviously shorten, so the oxygen combustion consumption is reduced. Generally speaking, the combustion consumption of traditional heating is about 1%-1.5%,while that of electromagnetic induction heating is only 0.3%~0.5%.
Extend the service life of roller: The use of electromagnetic induction heating can reduce
the scale, so as to increase the life of roller by 20% to 30%.
| Technical parameters sheet of induction heating system | ||||
| No. | Item | Technical parameters | ||
| 1 | Type | Structure with upper and lower iron core separated | ||
| 2 | Cooling method | Compound cooling method of air cooling + Aerosol cooling | ||
| 3 | Voltage | 2400V | ||
| 4 | Power | 1200-1600KW | ||
| 5 | Frequency | 40~150HZ adjustable frequency conversion | ||
| 6 | Phase | Single phase | ||
| 7 | Insulation Class | Class C | ||
| 8 | Self weight of the inductor body | The total weight is about 4000kgs | ||
The induction heating system for continuous rolling bars is mainly used before the middle or rough rolling of billets and rounds.
Induction heating technology can be used to heat the continuous casting billet on-line. It can compensate temperature before the temperature of the continuous casting billet has been greatly reduced, decrease the temperature difference of core and surface, as well as the decrease temperature difference of first strand and the last strand, and reduce the thickness of the oxidized scale of continuous casting billet so as to meet the rolling requirements.
High temperature control accuracy: through online temperature control, the temperature
of the front, end parts, core surface can be kept consistent with that of the entire strand, so
that the soft and hard deviation of the strand is small, and the quality problems such as
cracks and inconsistence of rolling thickness can be avoided;
Energy-saving and environmental friendly technology, the energy utilization rate of induction is 70%;
Increase yield: The heating time of billet with electromagnetic induction heating can be obviously shorten, so the oxygen combustion consumption is reduced. Generally speaking, the combustion consumption of traditional heating is about 1%-1.5%,while that of electromagnetic induction heating is only 0.3%~0.5%.
Extend the service life of roller: The use of electromagnetic induction heating can reduce
the scale, so as to increase the life of roller by 20% to 30%.
| Technical parameters sheet of induction heating system | ||||
| No. | Item | Technical parameters | ||
| 1 | Type | Structure with upper and lower iron core separated | ||
| 2 | Cooling method | Compound cooling method of air cooling + Aerosol cooling | ||
| 3 | Voltage | 2400V | ||
| 4 | Power | 1200-1600KW | ||
| 5 | Frequency | 40~150HZ adjustable frequency conversion | ||
| 6 | Phase | Single phase | ||
| 7 | Insulation Class | Class C | ||
| 8 | Self weight of the inductor body | The total weight is about 4000kgs | ||



