 |








| Quantity: | |
|---|---|
DGJR
Zhongke
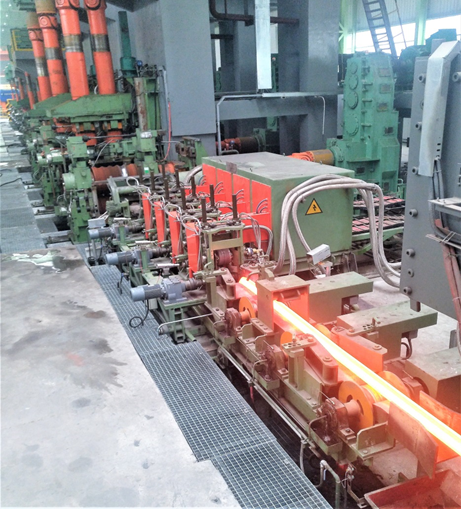
The induction heating system is mainly used for heating the continuous rolling thin bars and strips.
The induction heating system for continuous rolling bars and strips mainly consists of four parts: the inductor body, the large power supply system, the water system and the mechanical driver.
1) The inductor coil is made of hollow copper tube. The surface of the copper tube is sprayed with special high-temperature insulating varnish. After the coil is wound, the high-strength sealing material is cast in the frame to make the surface of the coil has excellent insulation and thermal insulation performance, so that the electromagnetic induction heater can work in hard environment, such as high temperature, humidity, high metal dust. The thermal protection inside the sensor is made of high-quality cast composite ceramic shield, which greatly improves the thermal insulation performance.
2) A water-cooling protective cover is designed to set on the surface of the induction heater frame, which can effectively prevent the heat radiation heat of the strip and reduce the magnetic leakage of the induction head to affect the external equipment.
3)In order to eliminate the influence of the induced potential on the conveying roller, etc. as much as possible, the winding directions of the two induction coils are designed to be opposite; If the T-coil is wounded in the forward direction, the N-coil must be reverse-wounded.
4)The concurrent heating efficiency of the magnetic field is high. Since the side of the single inductor is shielded, the surface power density is obviously improved at the same output power. In addition, using the finite element to couple the electromagnetic field and temperature field can make the magnetic field distribution more reasonable and the generated concurrent heating more efficient.
5)For the round billet of Ø130 mm, the design gap between the sensor and the maximum allowable billet is 30 mm unilateral, and the bending or curvature of the billet is not allowed to be larger than the gap. The opening hole of sensor is Ø190mm.
Mode | DGJR-500/Y-130 |
Type | Longitudinal magnetic field combination |
Cooling method | Hollow copper tube internal cooling |
Suitable billet | ϕ107~130mm |
Ground insulation((Factory test) | Before switch on water≥500MΩ |
Pressurize after switch on water 0.6MPa,24hours later ≥1000KΩ | |
Power | 500KW |
Voltage | 400V |
Frequency | 0.4~0.8KHz |
External dimension | Length 450mm×width 400mm×height850mm(subject to the actual dimension) |
Self weight | ~450kg(subject to the actual weight) |
The induction heating system is mainly used for heating the continuous rolling thin bars and strips.
The induction heating system for continuous rolling bars and strips mainly consists of four parts: the inductor body, the large power supply system, the water system and the mechanical driver.
1) The inductor coil is made of hollow copper tube. The surface of the copper tube is sprayed with special high-temperature insulating varnish. After the coil is wound, the high-strength sealing material is cast in the frame to make the surface of the coil has excellent insulation and thermal insulation performance, so that the electromagnetic induction heater can work in hard environment, such as high temperature, humidity, high metal dust. The thermal protection inside the sensor is made of high-quality cast composite ceramic shield, which greatly improves the thermal insulation performance.
2) A water-cooling protective cover is designed to set on the surface of the induction heater frame, which can effectively prevent the heat radiation heat of the strip and reduce the magnetic leakage of the induction head to affect the external equipment.
3)In order to eliminate the influence of the induced potential on the conveying roller, etc. as much as possible, the winding directions of the two induction coils are designed to be opposite; If the T-coil is wounded in the forward direction, the N-coil must be reverse-wounded.
4)The concurrent heating efficiency of the magnetic field is high. Since the side of the single inductor is shielded, the surface power density is obviously improved at the same output power. In addition, using the finite element to couple the electromagnetic field and temperature field can make the magnetic field distribution more reasonable and the generated concurrent heating more efficient.
5)For the round billet of Ø130 mm, the design gap between the sensor and the maximum allowable billet is 30 mm unilateral, and the bending or curvature of the billet is not allowed to be larger than the gap. The opening hole of sensor is Ø190mm.
Mode | DGJR-500/Y-130 |
Type | Longitudinal magnetic field combination |
Cooling method | Hollow copper tube internal cooling |
Suitable billet | ϕ107~130mm |
Ground insulation((Factory test) | Before switch on water≥500MΩ |
Pressurize after switch on water 0.6MPa,24hours later ≥1000KΩ | |
Power | 500KW |
Voltage | 400V |
Frequency | 0.4~0.8KHz |
External dimension | Length 450mm×width 400mm×height850mm(subject to the actual dimension) |
Self weight | ~450kg(subject to the actual weight) |



